+49 (0) 3727 / 58-1242

Laserbearbeitung
(Makro)
Lasertechnologien
Laserbearbeitung (Makro)
Die klassische Laserbearbeitung ist mit Laserschneiden, -schweißen, -härten und -beschriften eines der größten Anwendungsgebiete der Lasertechnik. Die Verfahren werden bereits seit Jahrzehnten erfolgreich industriell eingesetzt, doch die Entwicklung in diesen Bereichen geht immer noch weiter. Am LHM wird intensiv daran geforscht, diese Prozesse in den Bereich der Hochrate-Laserbearbeitung zu transferieren, um die stetig steigenden Laserleistungen optimal umsetzen zu können. So werden mittels Laser-Remote-Schneiden aktuell Schnittgeschwindigkeiten von mehr als 1 m/s erreicht und Laserschweißnähte mit bis zu 120 m/min gezogen. Durch den Einsatz des am LHM entwickelten Polygonscanners ist die schnelle Bearbeitung von großen Flächen möglich. So können Materialoberflächen mit bis zu 36 m²/h geglättet, mit bis zu 270 m²/h beschriftet und sogar mit bis zu 2.000 m²/h gereinigt werden. Doch die Vorteile der Laserbearbeitung liegen nicht nur in den hohen Prozessgeschwindigkeiten. Insbesondere dort, wo Flexibilität, Präzision und Automatisierbarkeit gefragt sind, besitzen Lasertechnologien im Bereich der Materialbearbeitung viele Vorteile gegenüber konventionellen Technologien.

Laserschneiden von Quarzglas.
Anlassbeschriftung auf Edelstahl.
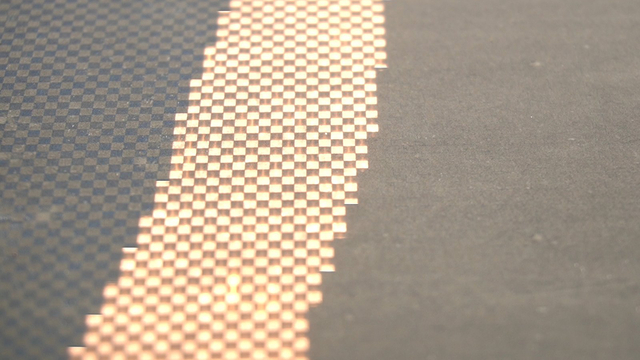
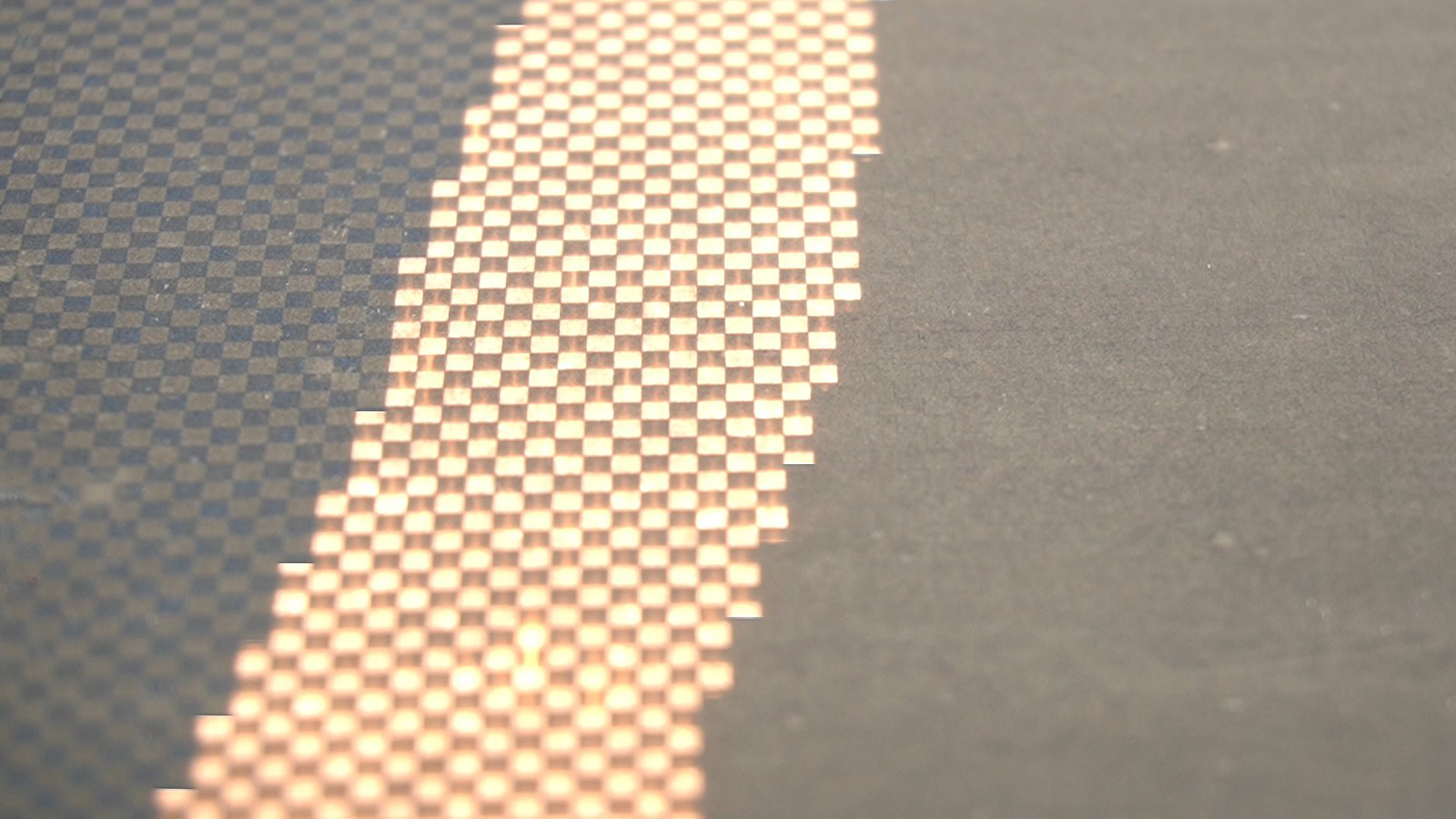
Lasergeglättetes Stahlblech.
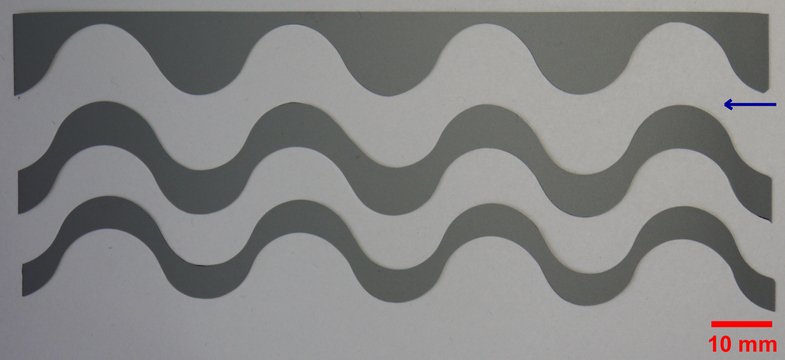
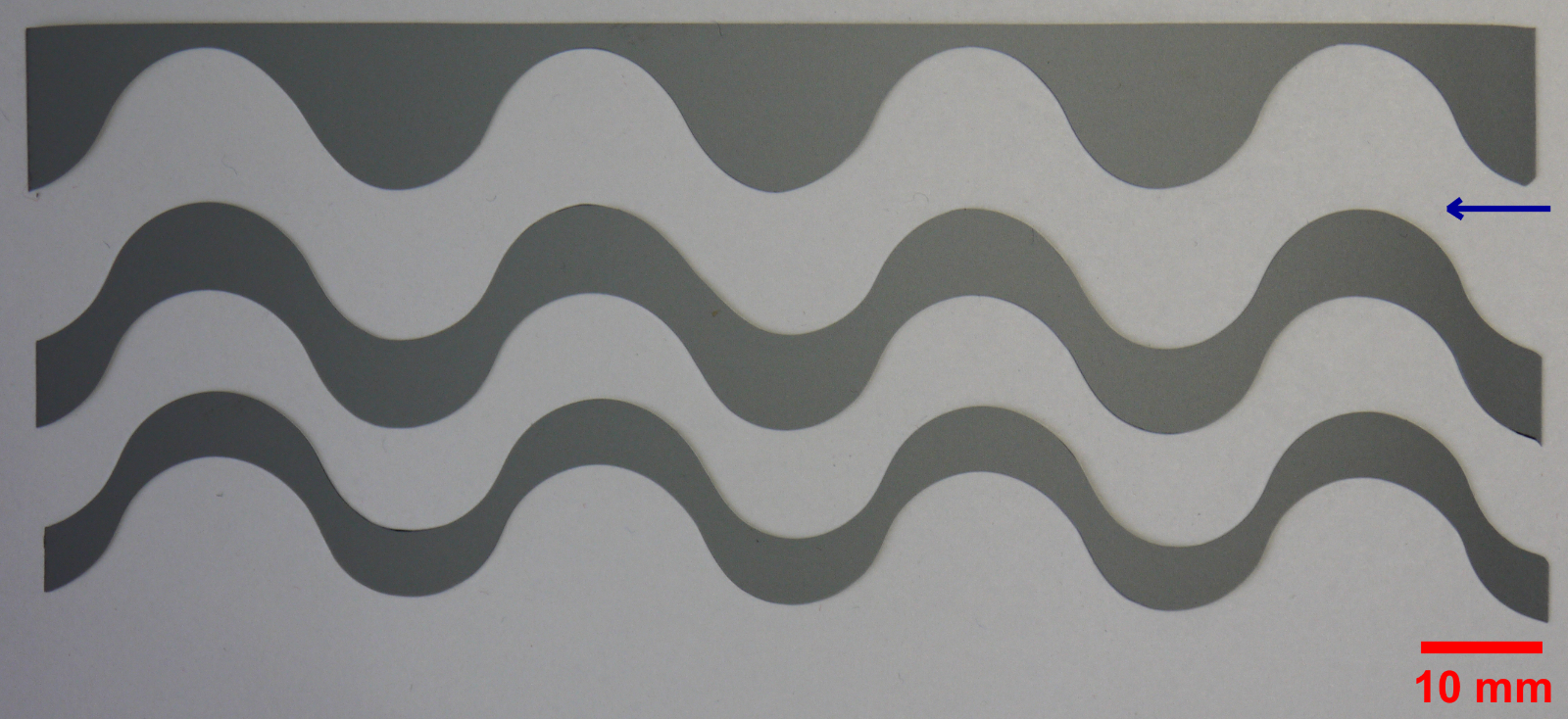
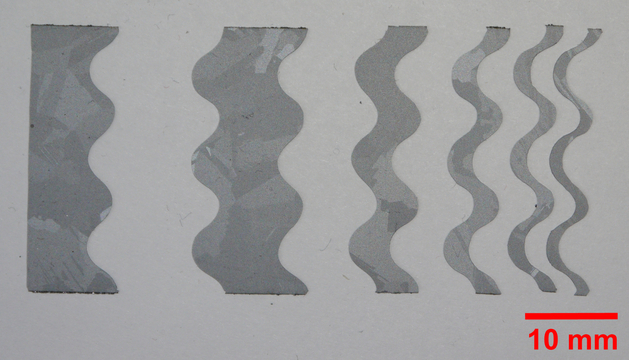
Durch abtragfreies Trennen erzeugte Wellengeometrie an monokristallinem Silizium.


Selektiv gehärtete Kugelbahn eines Kulissenbolzens aus 100Cr6.
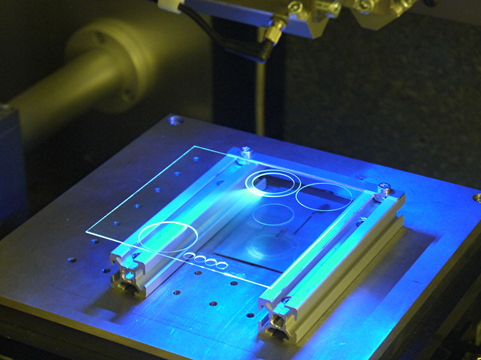
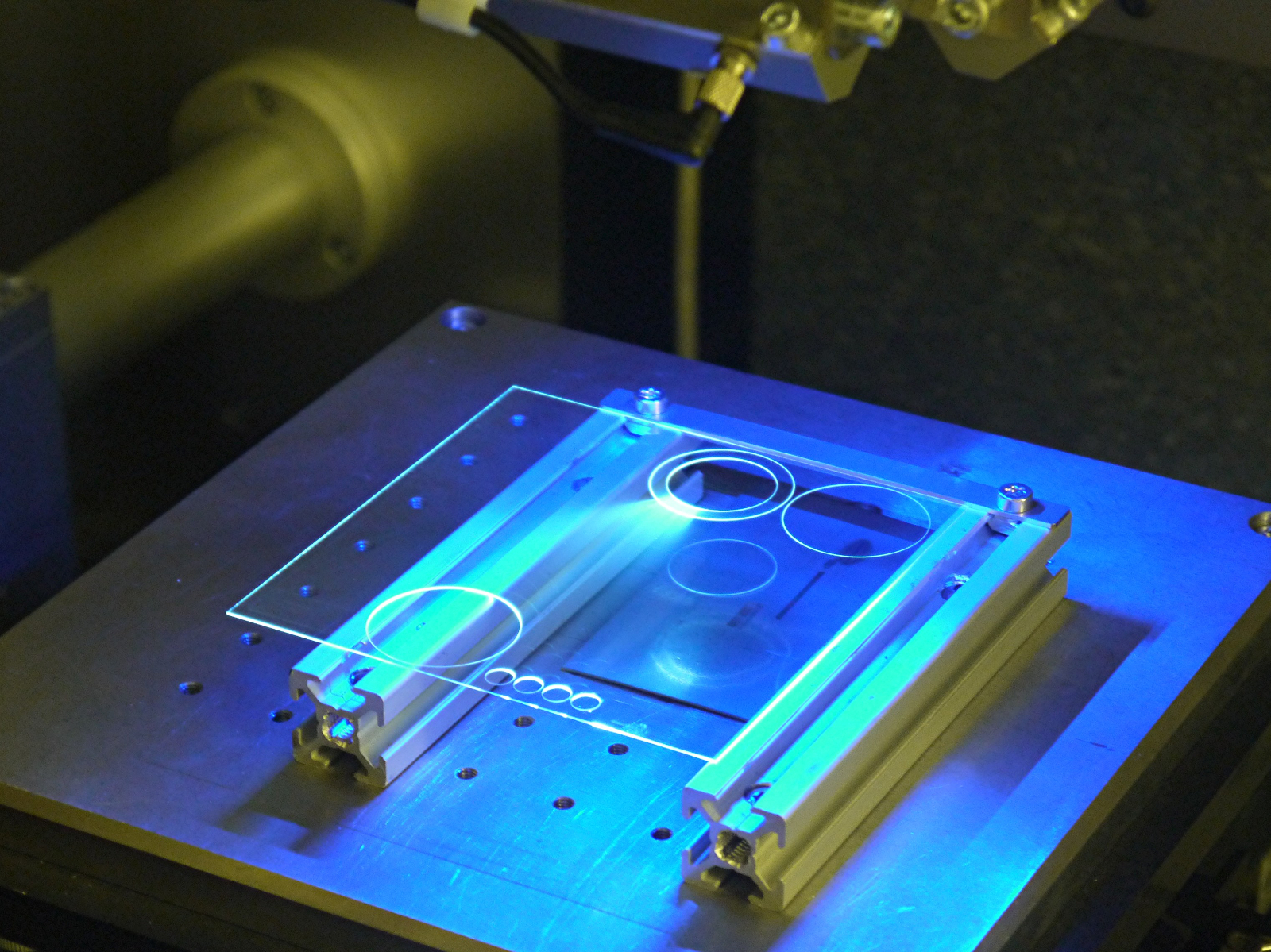
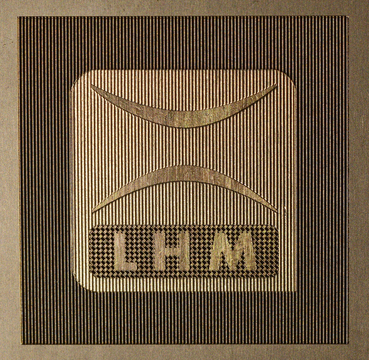
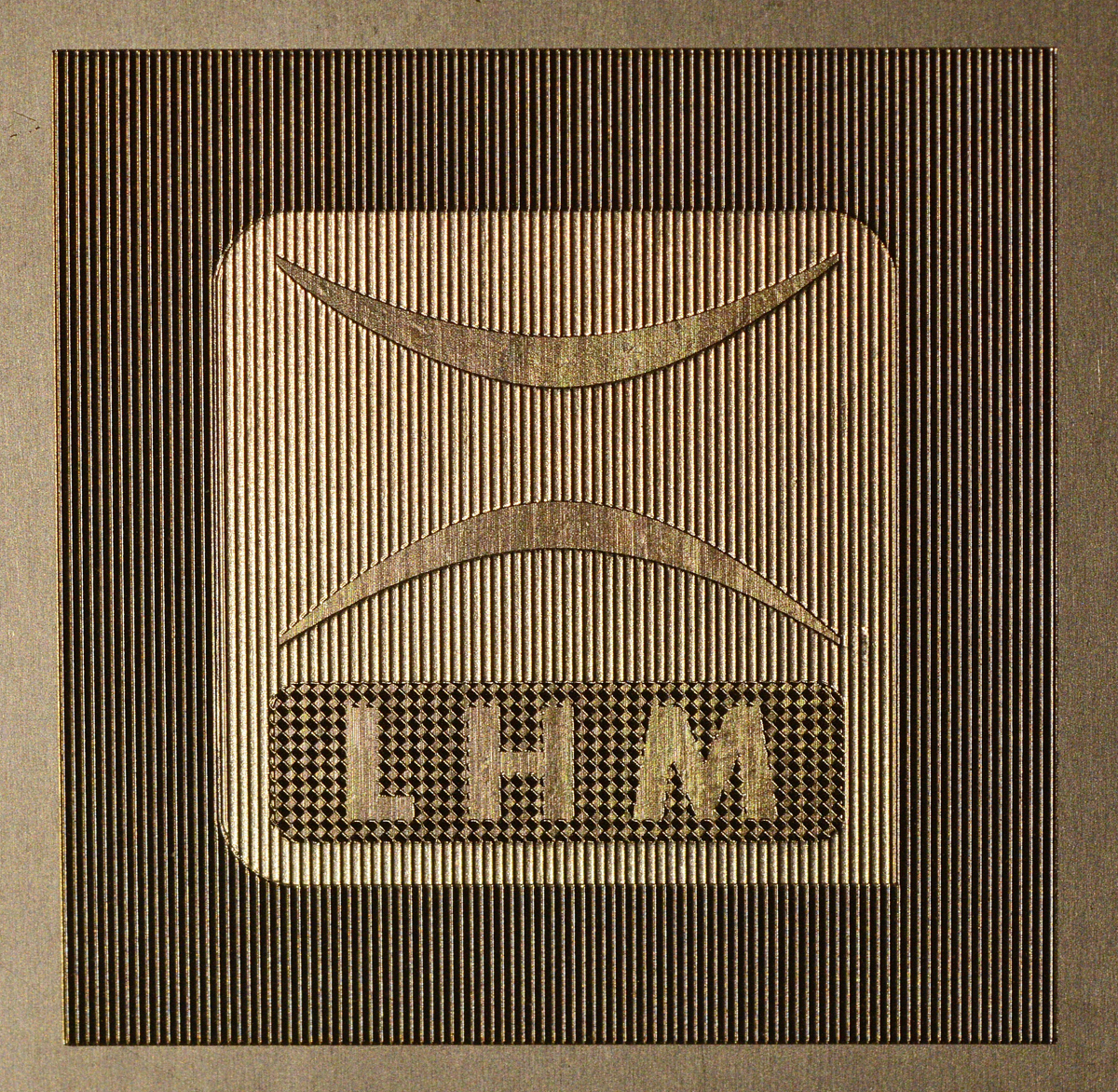
Diffraktives Phasenelement (DPE) in Quarzglas vor (links oben) und nach der Laserglättung.
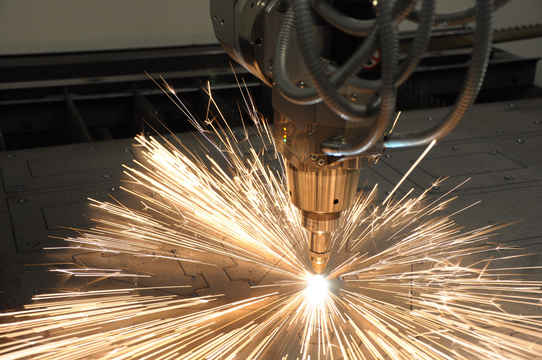
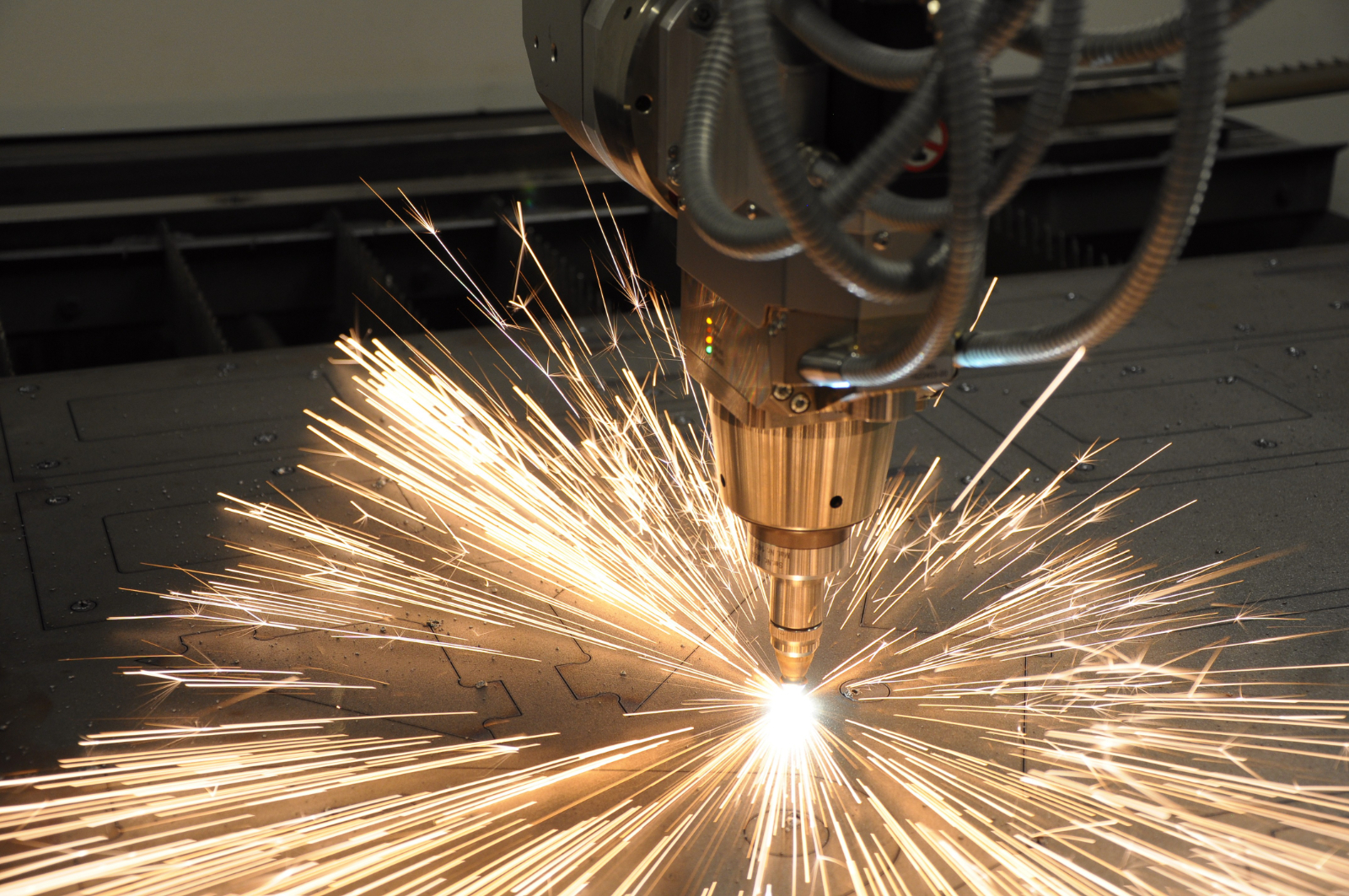
Laserschneiden von Stahlblech.
Laserschneiden
Das Laserstrahlschneiden ist ein berührungsloses, kraftfreies thermisches Trennverfahren für unterschiedlichste Materialien im 2D- sowie im 3D-Bereich. Zum Einsatz kommen vorzugsweise CO2-Laser, Nd:YAG-Laser sowie Faserlaser. Durch die hohen Intensitäten des fokussierten Laserstrahles werden die Materialien aufgeschmolzen bzw. verdampft und die Schmelze mittels Prozessgas aus der Schnittfuge ausgeblasen. Mit dem Verfahren lassen sich die vielfältigsten Materialien effektiv mit sehr hoher Maßhaltigkeit und Schnittkantenqualität trennen.
Kenngrößen: Materialstärke in Abhängigkeit vom Werkstoff bis 15 mm (Stahl), 5 mm (Edelstähle und Aluminium), 2 mm (Messing und Keramik) bzw. 1 mm (refraktäre Metalle)
Werkstoffe: Metalle (u.a. Stahl, Edelstähle, Aluminium, Messing, refraktäre Metalle), Keramiken (u.a. Aluminiumoxid) und Sondermaterialien (u.a. Quarzglas, Saphirglas, Kunststoffe, Holz, Stein)
Laserschneiden von Stahlblech.
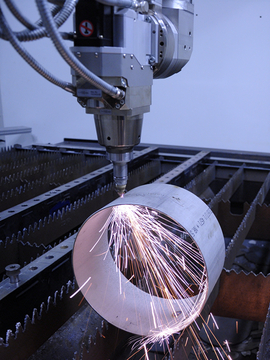
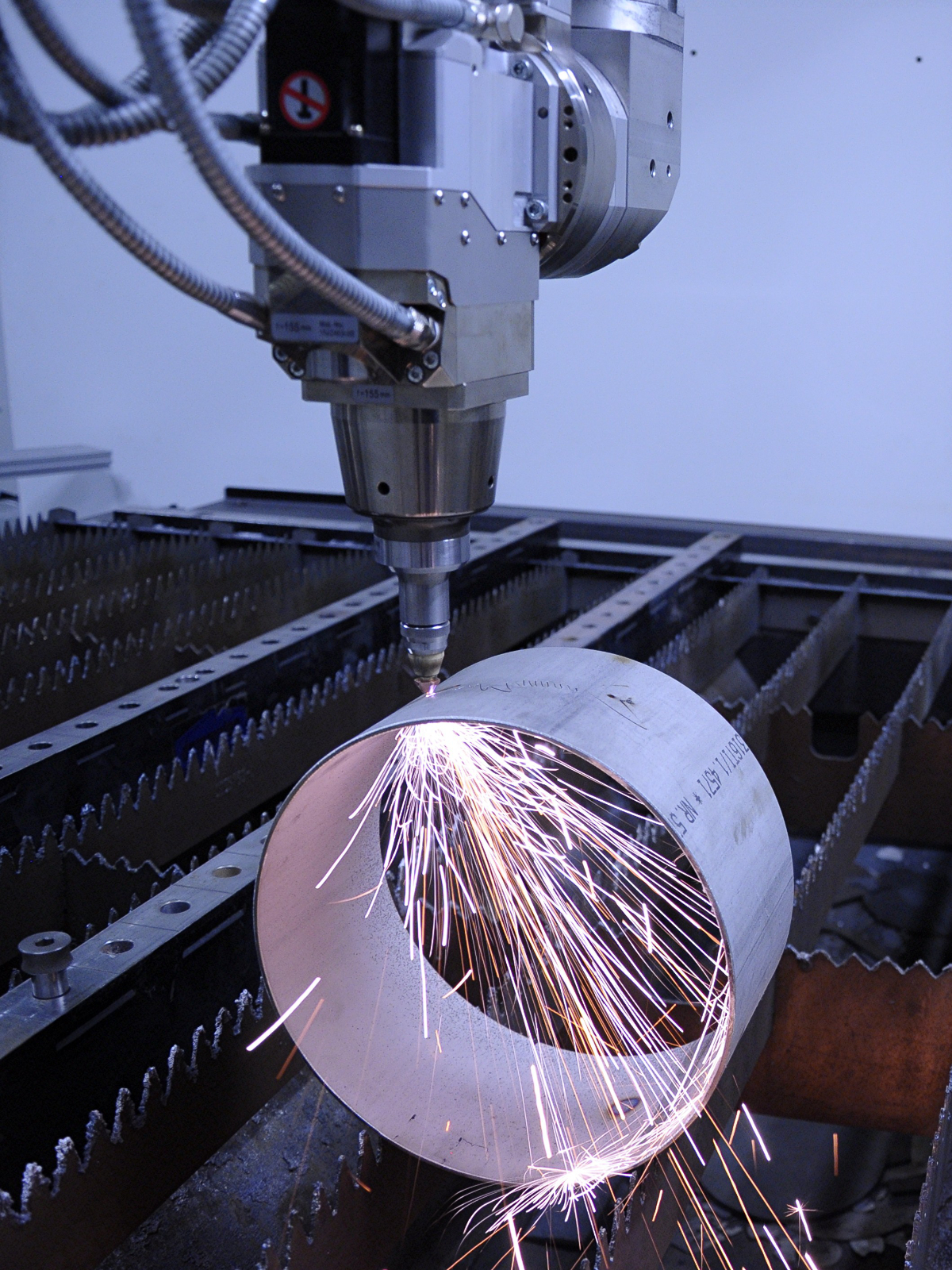
3D-Laserschneiden eines Edelstahlrohres.
Laserschneiden von Quarzglas.


Laseranlage Trumpf TLC 7020.
Remote-Laserschneiden
Das Remote-Laserschneiden ist eine spezielle Methode des Laserstrahlschneidens, bei dem durch Ein- oder Mehrfachbestrahlung Material entlang der Schnittkontur abgetragen wird, was schlussendlich zum Ausschneiden der Bauteilgeometrie führt. Das Verfahren kommt dabei ohne Zuhilfenahme von Prozessgasen aus. Durch den Einsatz von hochbrillanten Strahlquellen und dynamischen Strahlablenksystemen, wie Resonanz- oder Polygonspiegelscannern, können sehr hohe effektive Schnittgeschwindigkeiten erzielt werden.
Kenngrößen: Schnittgeschwindigkeit > 1 m/s
Werkstoffe: Metallfolien bis 800 µm Dicke


Prozess des Remote-Laserschneidens.
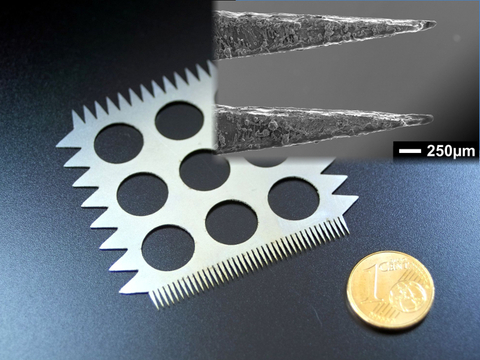
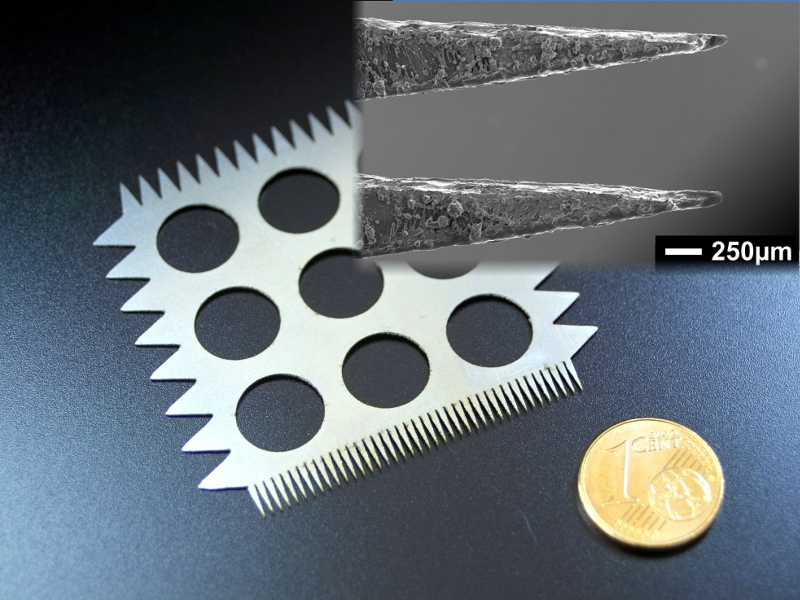
Mit Hochleistungsfaserlaser durch Remote-Laserschneiden erzeugte Teststruktur in Edelstahl.
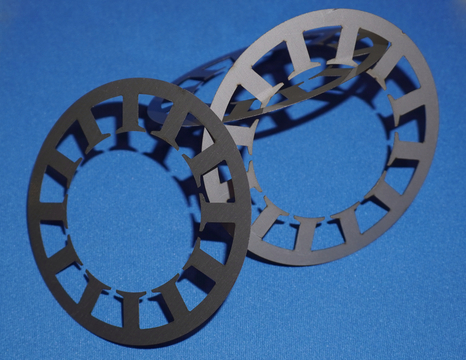
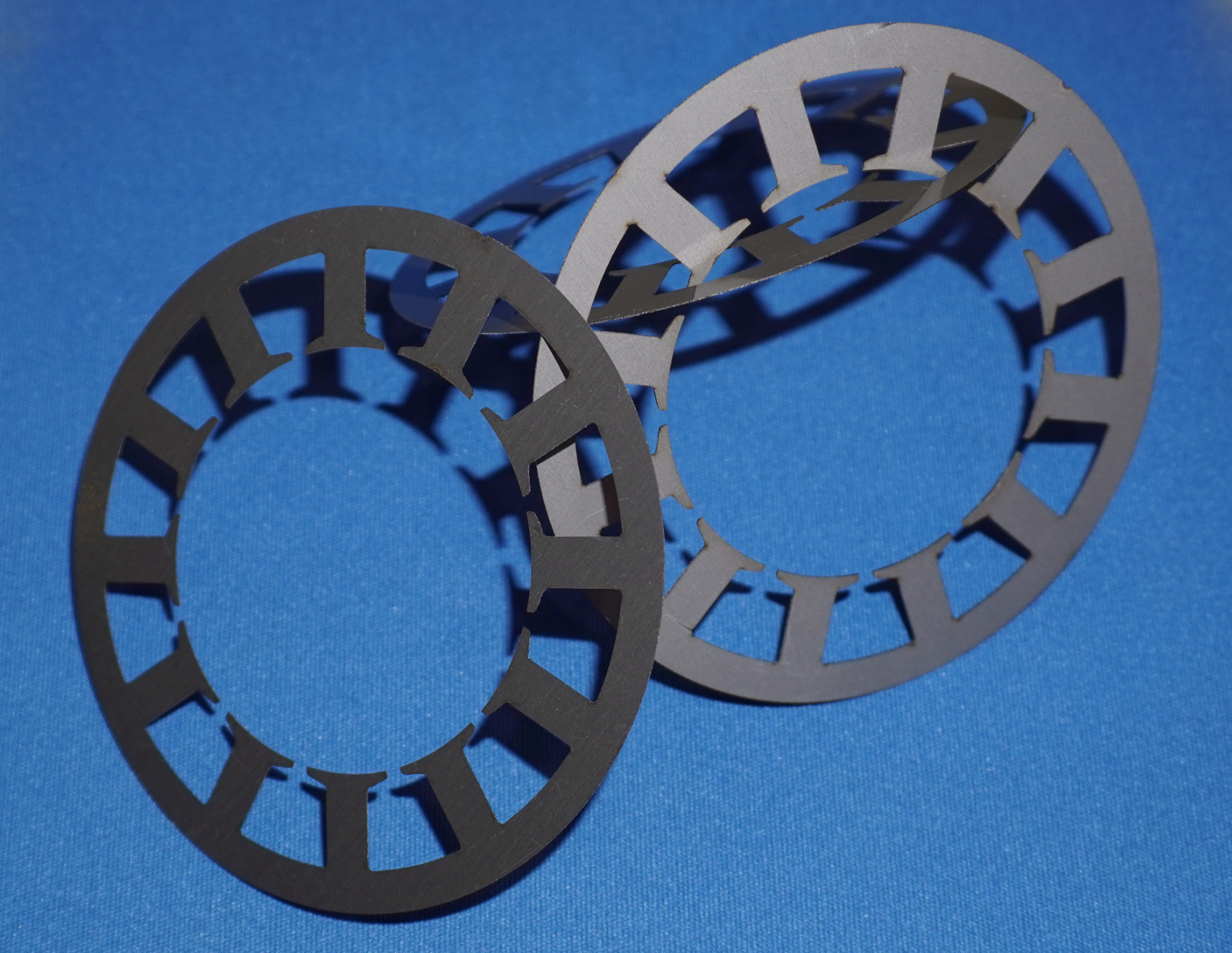
Statorgeometrie in Elektroblech.
Laserschweißen
Beim Laserstrahlschweißen werden die zu verbindenden Bauteile durch die absorbierte Laserstrahlung bis über die Schmelztemperatur erwärmt, sodass eine gemeinsame Schweißnaht entsteht. Dies kann mit und ohne Zusatzwerkstoff erfolgen. Je nach Art und Aufbau der Fügepartner werden unterschiedliche Strahlquellen und Schweißstrategien genutzt. Ein Forschungsschwerpunkt bildet am LHM das Hochgeschwindigkeits-Laserschweißen mit Hilfe von brillanten Strahlquellen.
Kenngrößen: Schweißgeschwindigkeiten bis 120 m/min, einlagiges Tiefschweißen bis 25 mm mit Nahtbreiten von wenigen Millimetern
Werkstoffe: Metalle (u.a. Stahl (auch mit höherem Kohlenstoffgehalt), Edelstahl, Aluminium, Aluminium-Legierungen, Kupfer) und Kunststoffe
Laserhärten
Mechanisch hoch beanspruchte Bauteile aus Stahl müssen sehr hart, dürfen aber nicht spröde sein. Durch lokales Härten an besonders beanspruchten Stellen, können diese Anforderungen erfüllt werden. Lässt sich dies mit konventionellen Technologien nicht umsetzen, ist das Laserhärten eine sehr gute Alternative. Mittels Laserstrahlung können die Bauteile selektiv und sehr präzise sowie ohne zusätzliches Abschrecken gehärtet werden.
Kenngrößen: Einhärtetiefe bis 2 mm, Härtewerte bis ca. 980 HV (mit aktiver Abschreckung auch höher)
Werkstoffe: Stähle mit einem Kohlenstoffgehalt > 0,3 % (u.a. Vergütungs-, Werkzeug-, Schnellarbeits-, Warm- und Kaltarbeitsstähle)
Selektiv gehärtete Kugelbahn eines Kulissenbolzens aus 100Cr6.
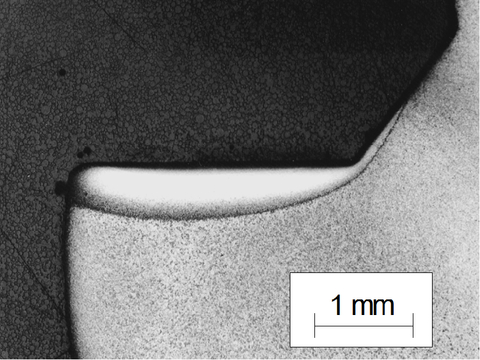
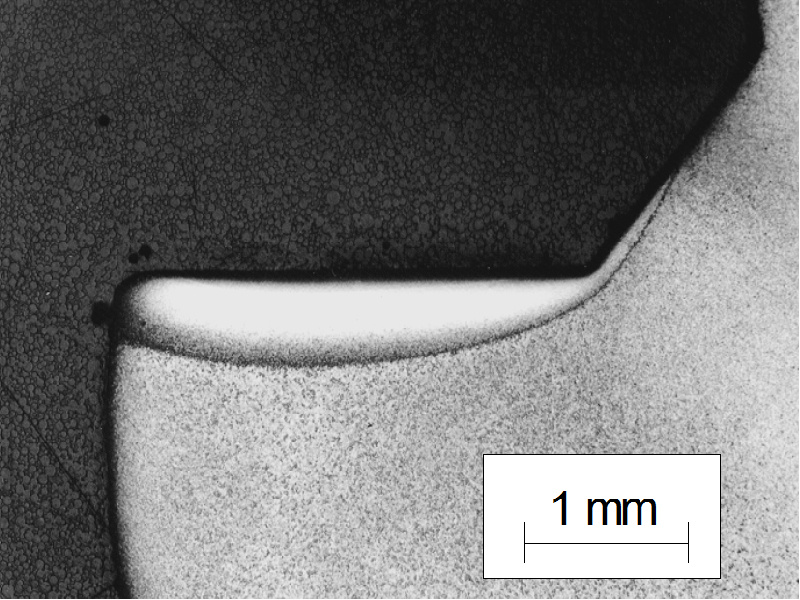
Schliff einer selektiv gehärteten Kugelbahn eines Kulissenbolzens aus 100Cr6.
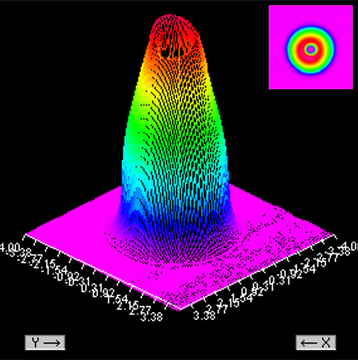
Mittels Axikon erzeugtes Intensitätsprofil zum Laserstrahlhärten.
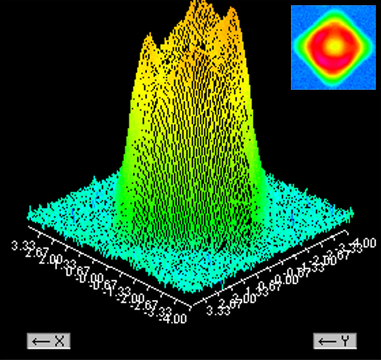
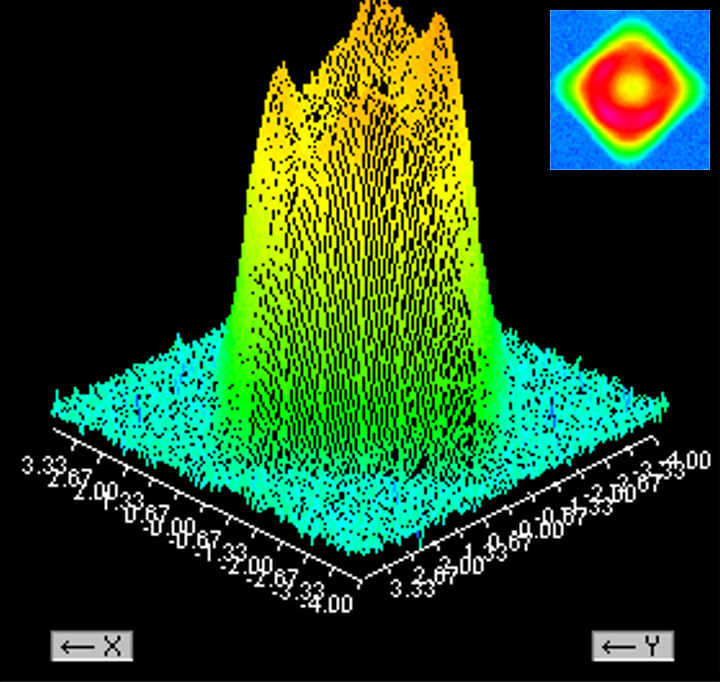
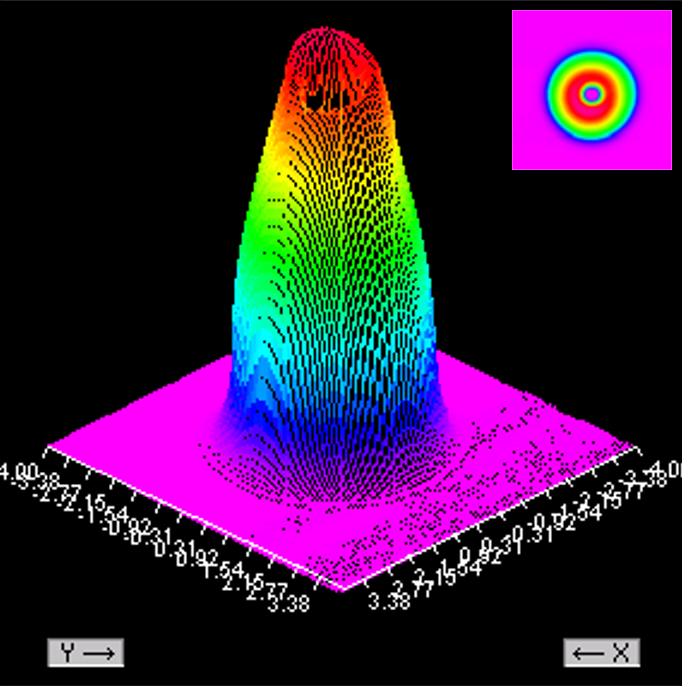
Mittels Pyramidenoptik erzeugtes Intensitätsprofil zum Laserstrahlhärten.
Laserbeschriften
Für das Beschriften von Oberflächen eignet sich der Einsatz von Lasertechnik besonders gut. Durch die große Flexibilität, hohe Präzision und enorme Geschwindigkeit des Verfahrens, können die verschiedensten Materialien ganz individuell gekennzeichnet bzw. gestaltet werden. Am LHM stehen dafür unterschiedliche Laserquellen und Anlagen zur Verfügung, sodass eine Vielzahl an Materialien laserbeschriftet werden kann.
Beschriftungsarten: Gravur, Anlassbeschriftung, Beschriftung durch Materialabtrag (u.a. Farbabtrag, Eloxalabtrag), Beschriftung durch Materialeigenschaftsänderungen (u.a. Aufschäumen, Karbonisieren)
Werkstoffe: Metalle (u.a. Edelstahl, Kupfer, Aluminium, Messing), Kunststoffe, Hölzer, Gläser, Papier und Keramiken
Anlassbeschriftung auf Edelstahl.


Anlassbeschriftung auf Edelstahl.


Laserbeschriftung eines Apfels.
Lasergravur in Edelstahl.
Laserglätten
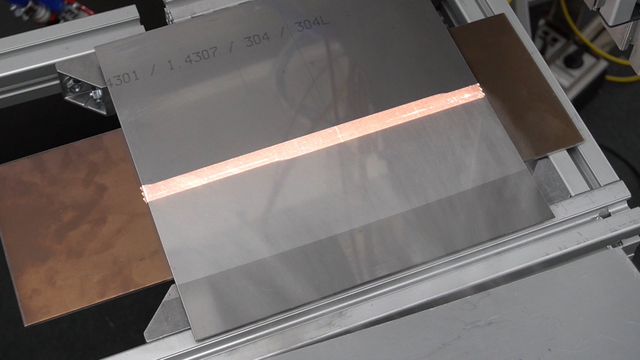
Das Laserstrahlglätten ist für metallische und nichtmetallische Oberflächen geeignet. Bei metallischen Oberflächen werden mittels Hochleistungsfaserlaser in Kombination mit einer ultraschnellen Strahlablenkung dünne Schmelzschichten auf der Oberfläche zu erzeugt, die einen Poliereffekt bewirken. Für die Endbearbeitung von nichtmetallischen Oberflächen, speziell Gläsern, wird der zu glättende Bereich selektiv mittels CO2-Laser aufgeschmolzen und durch die wirkende Oberflächenspannung geglättet.
Kenngrößen Metalle: Oberflächenrauheit Sa ≤ 0,1 µm, Flächenrate bis 6.000 cm²/min, Glanzwerte bis 600 GU
Kenngrößen Gläser: Oberflächenrauheit Sa ≤ 5 nm
Werkstoffe: Metalle (u.a. Edelstahl), auch additiv gefertigte Teile (u.a. aus Stahl, AlSi10Mg) und Gläser (u.a. Quarzglas)
Lasergeglättetes Stahlblech.
Diffraktives Phasenelement (DPE) in Quarzglas vor (links oben) und nach der Laserglättung.
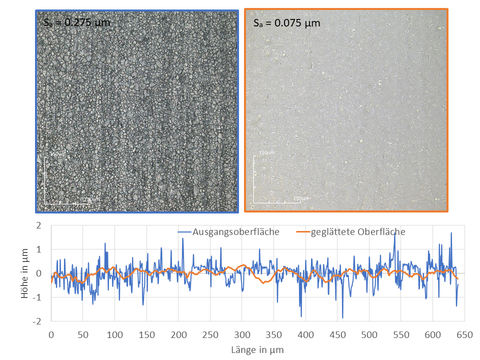

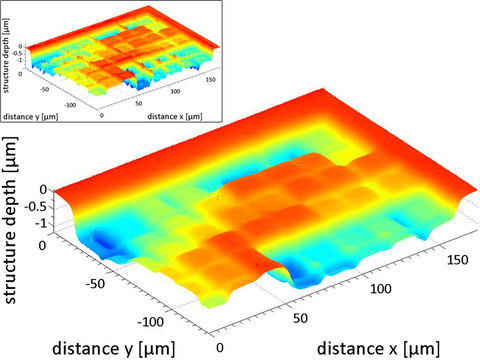
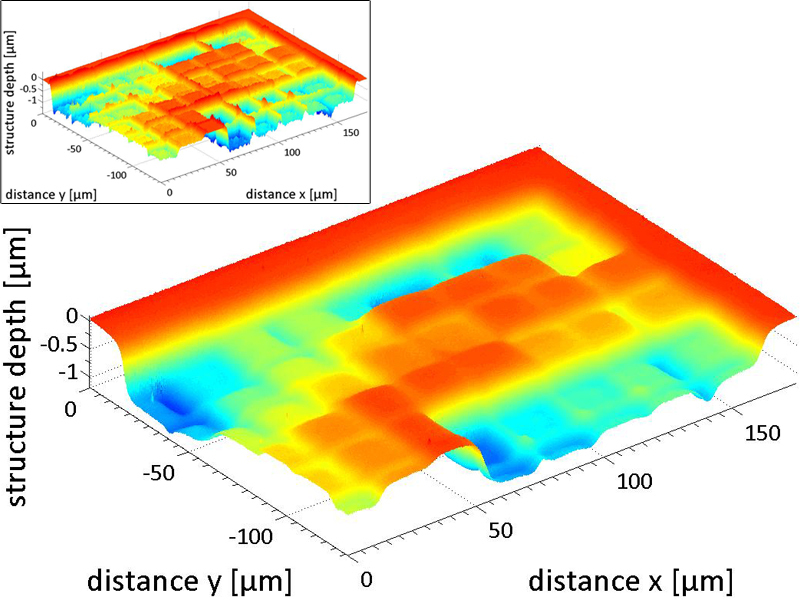
Stahlblech vor (links) und nach (rechts) dem Laserglätten sowie das Oberflächenprofil (unten).
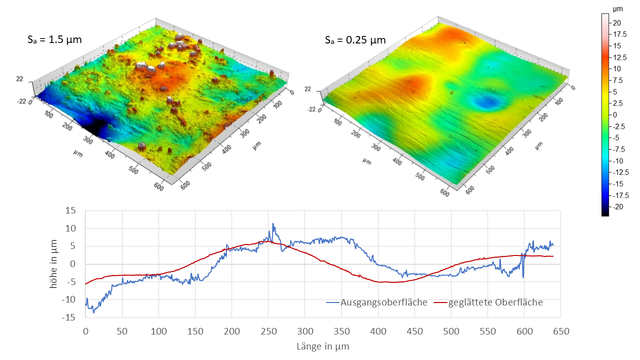
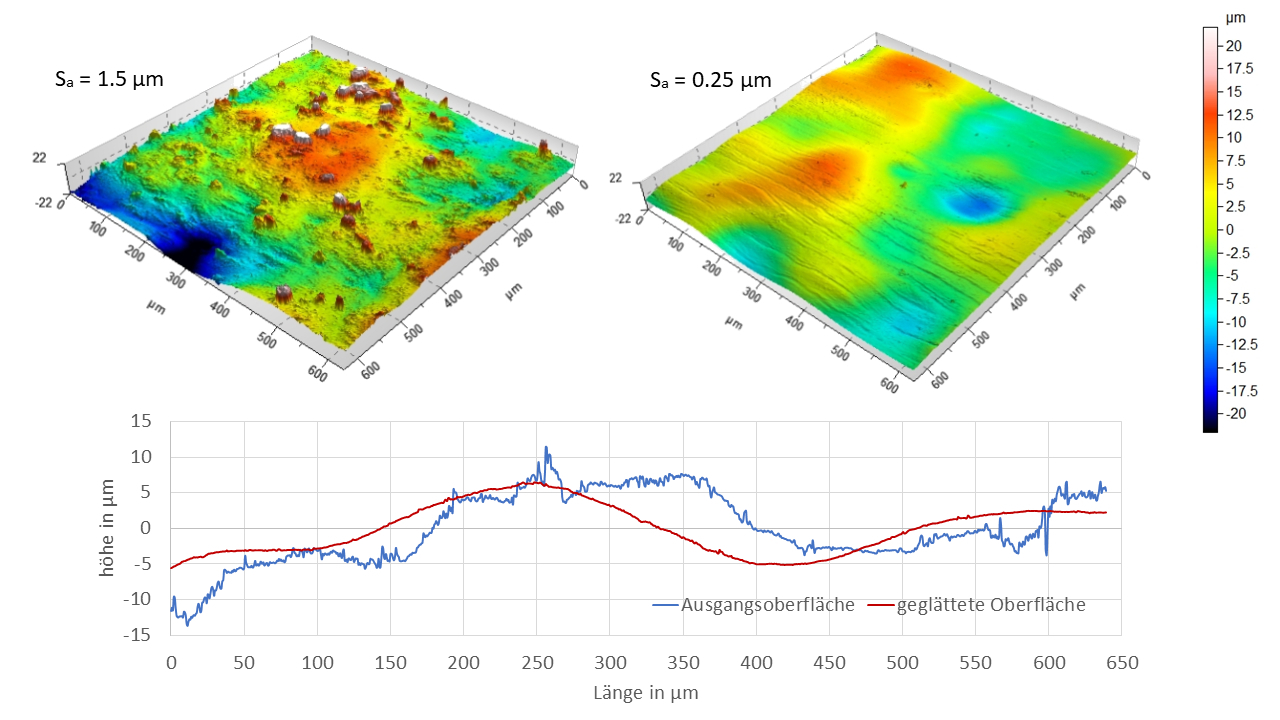
Additiv gefertigtes Bauteil aus Aluminiumlegierung vor (links) und nach (rechts) dem Laserglätten sowie das Oberflächenprofil (unten).
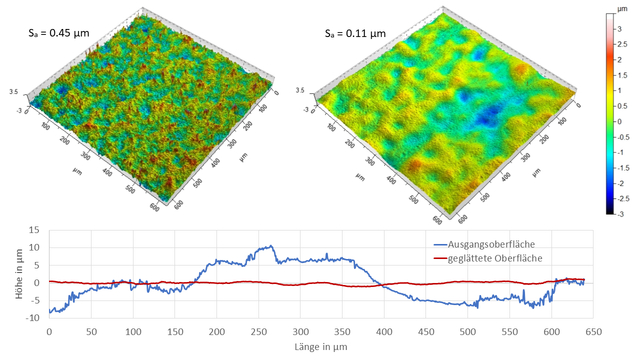
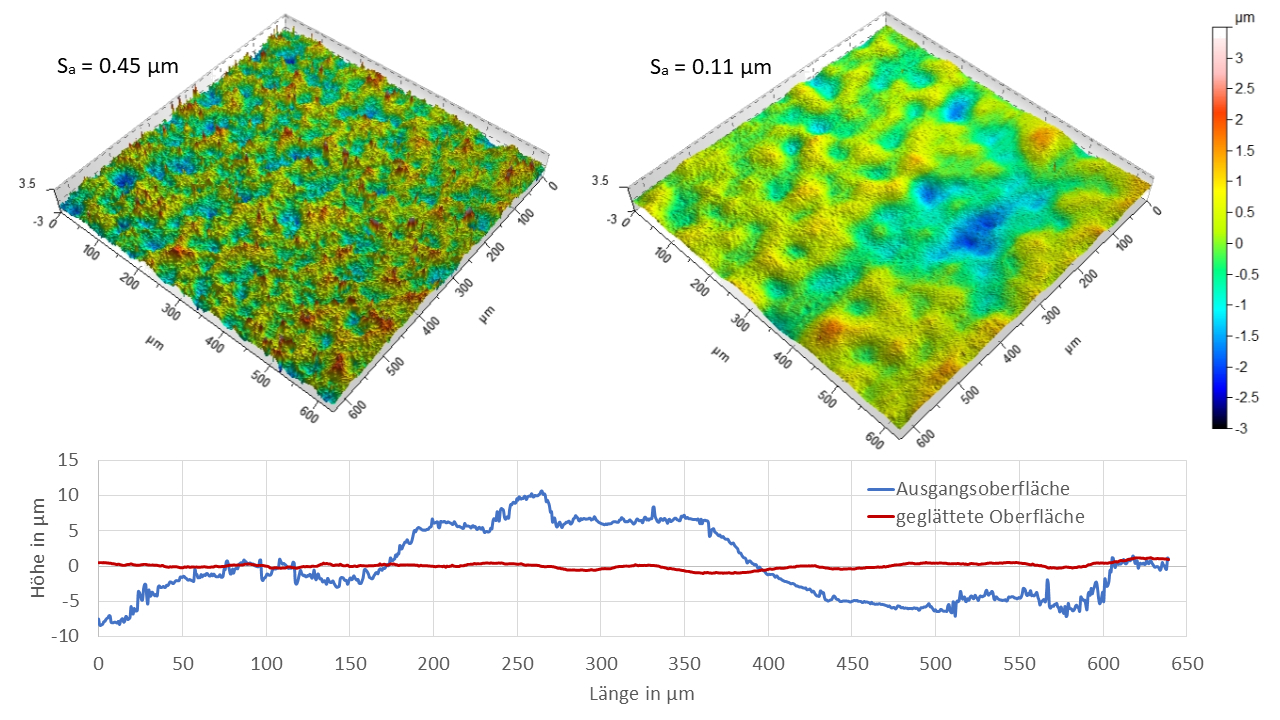
Glasperlengestrahltes Stahlbleches mit höherer Ausgangsrauheit vor (links) und nach (rechts) dem Laserglätten sowie das Oberflächenprofil (unten).
Laserreinigen
Beim Laserreinigen von Oberflächen werden unerwünschte Anhaftungen wie beispielsweise organische Rückstände oder Oxide großflächig von Materialoberflächen entfernt. Für dieses Verfahren werden meist hoch repetierende gepulste Laserquellen mit rechteckigem Strahlfleck eingesetzt, deren Laserstrahlung mit einem geeigneten Strahlablenksystem schnell positioniert und abgelenkt wird, um eine möglichst hohe Flächenrate zu erreichen. Neben der Oberflächenreinigung kann mit diesem Verfahren auch eine Aktivierung von Materialoberflächen für Produktionsfolgeschritte erzielt werden, beispielsweise für das Verkleben von Bauteilen.
Kenngrößen: Flächenrate bis 2.000 m²/h
Werkstoffe: Metalle
Energieverteilungsmodus beim Laserreinigen.
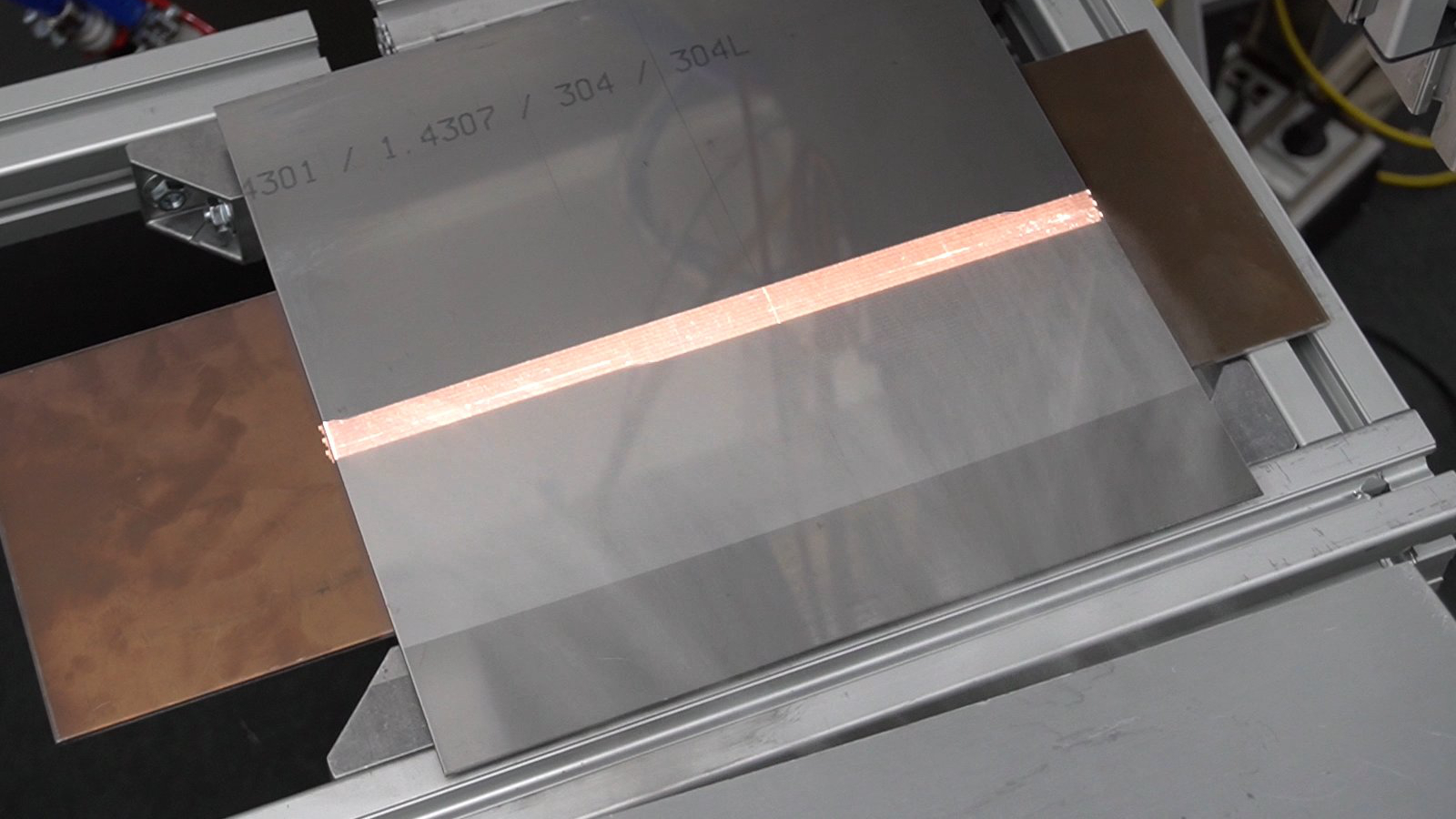
Prozess des Laserreinigens von organischen Angaftungen.
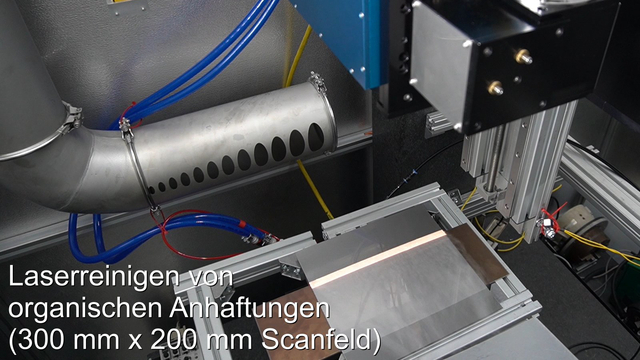
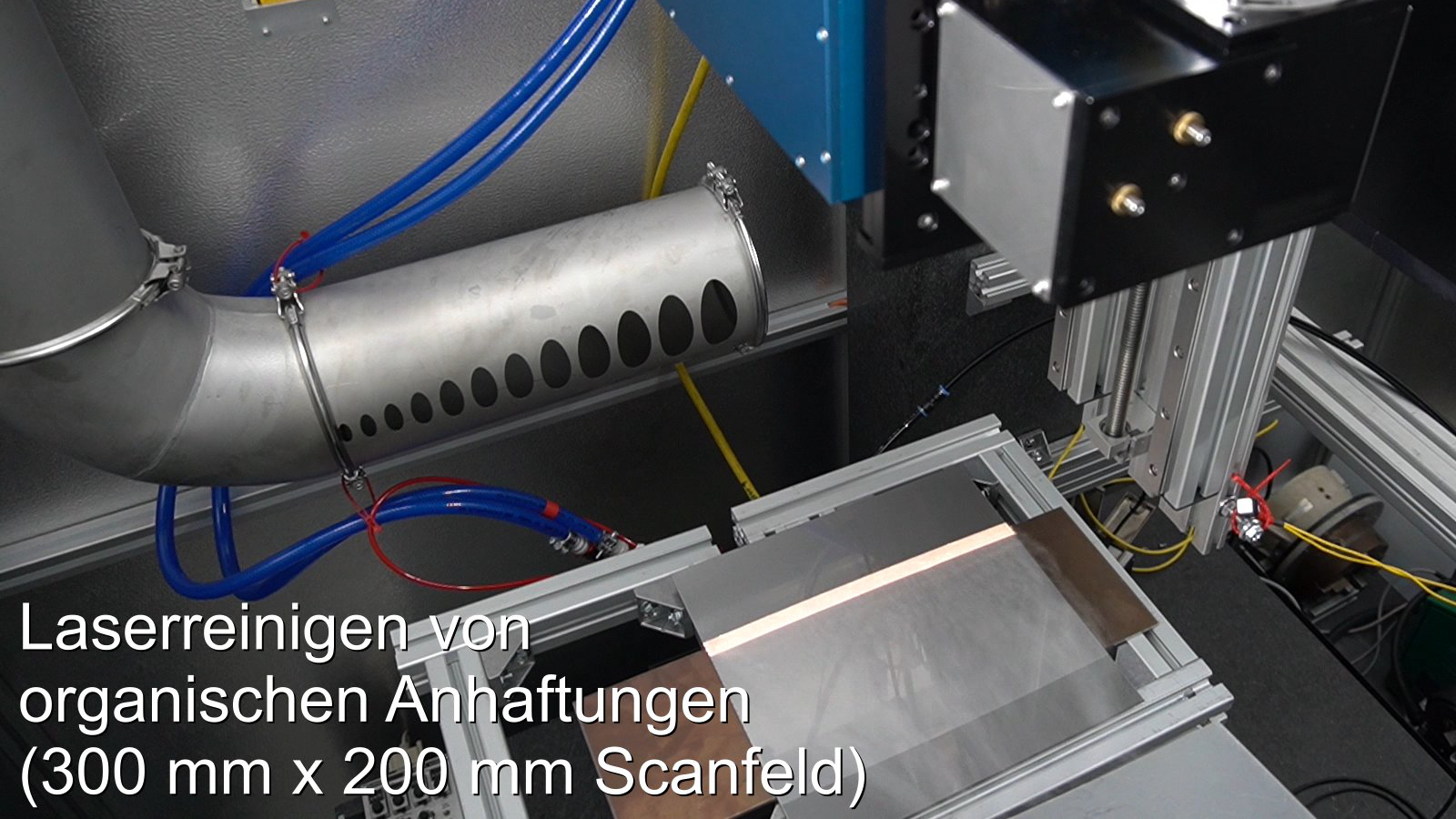
Prozess des Laserreinigens von organischen Angaftungen.

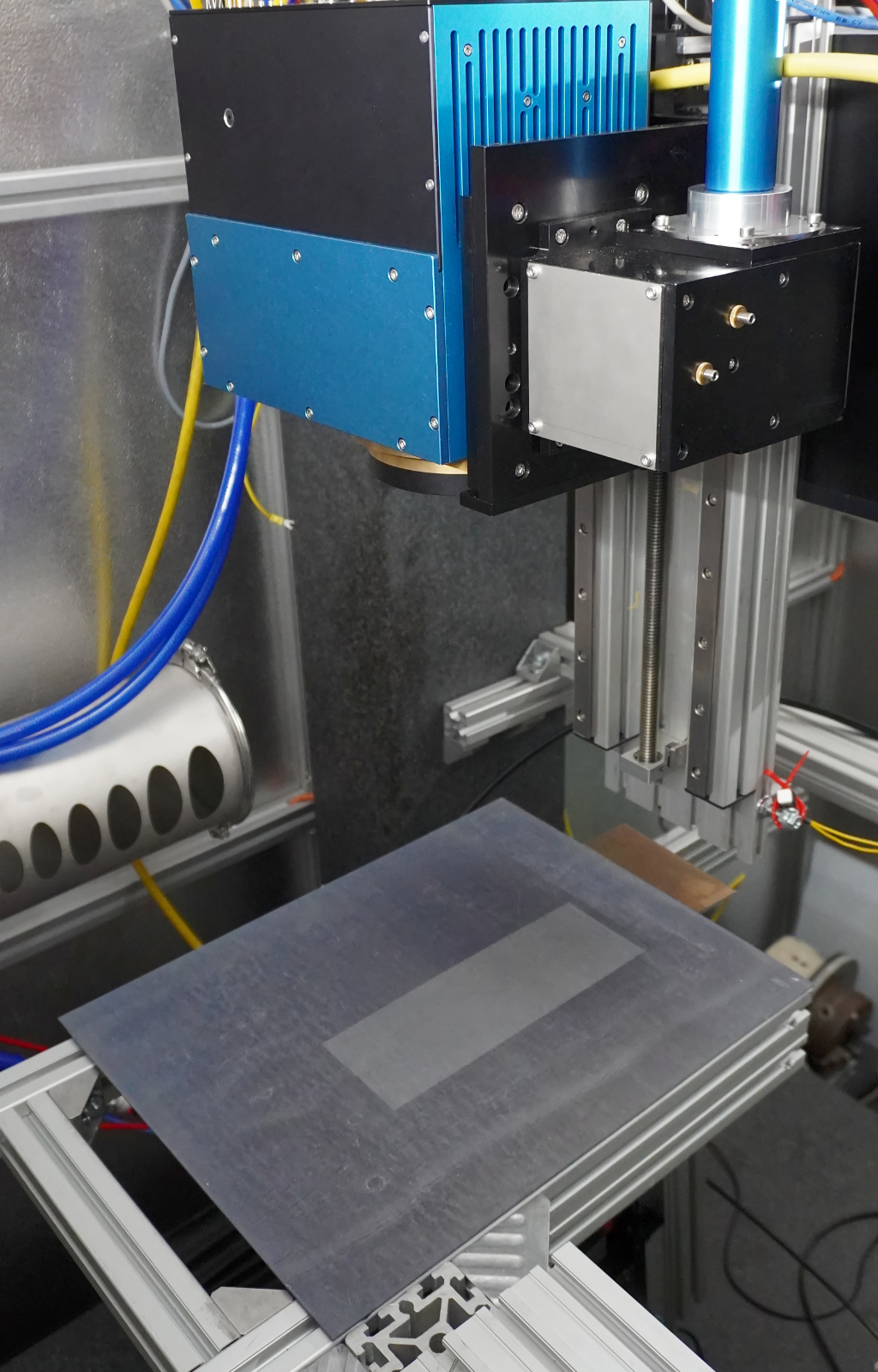
Anlage für Laserreinigung mit Polygonscanner.
Abtragfreies Trennen
Das abtragfreie Trennen ist ein Verfahren, bei dem verschiedene spröde Materialien, insbesondere Silizium, allein durch einen laserinduzierten Spannungsriss getrennt werden können. Weil dabei auf Schmelz- oder Verdampfungsprozesse verzichtet werden kann, ist die Methode extrem sauber und die Bauteile werden thermisch nur minimal belastet. Darüber hinaus liegt die Trenngeschwindigkeit im Vergleich zu abtragenden Verfahren um ein Vielfaches höher. Das abtragfreie Trennen eignet sich somit hervorragend als Verfahren für die Halbleitertechnologie, vor allem im Bereich der Photovoltaik.
Kenngrößen: Bearbeitungsgeschwindigkeit bis 14 m/s
Werkstoffe: spröde Werkstoffe (u.a. Silizium, weitere Halbleitermaterialien)
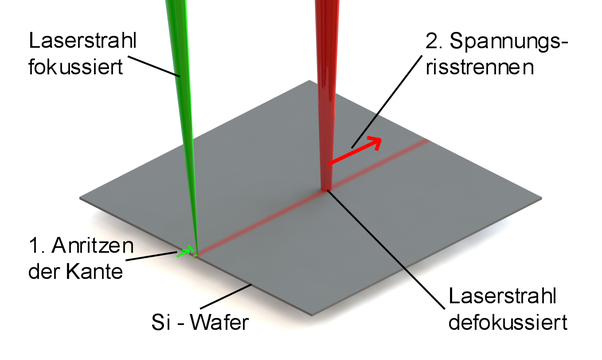
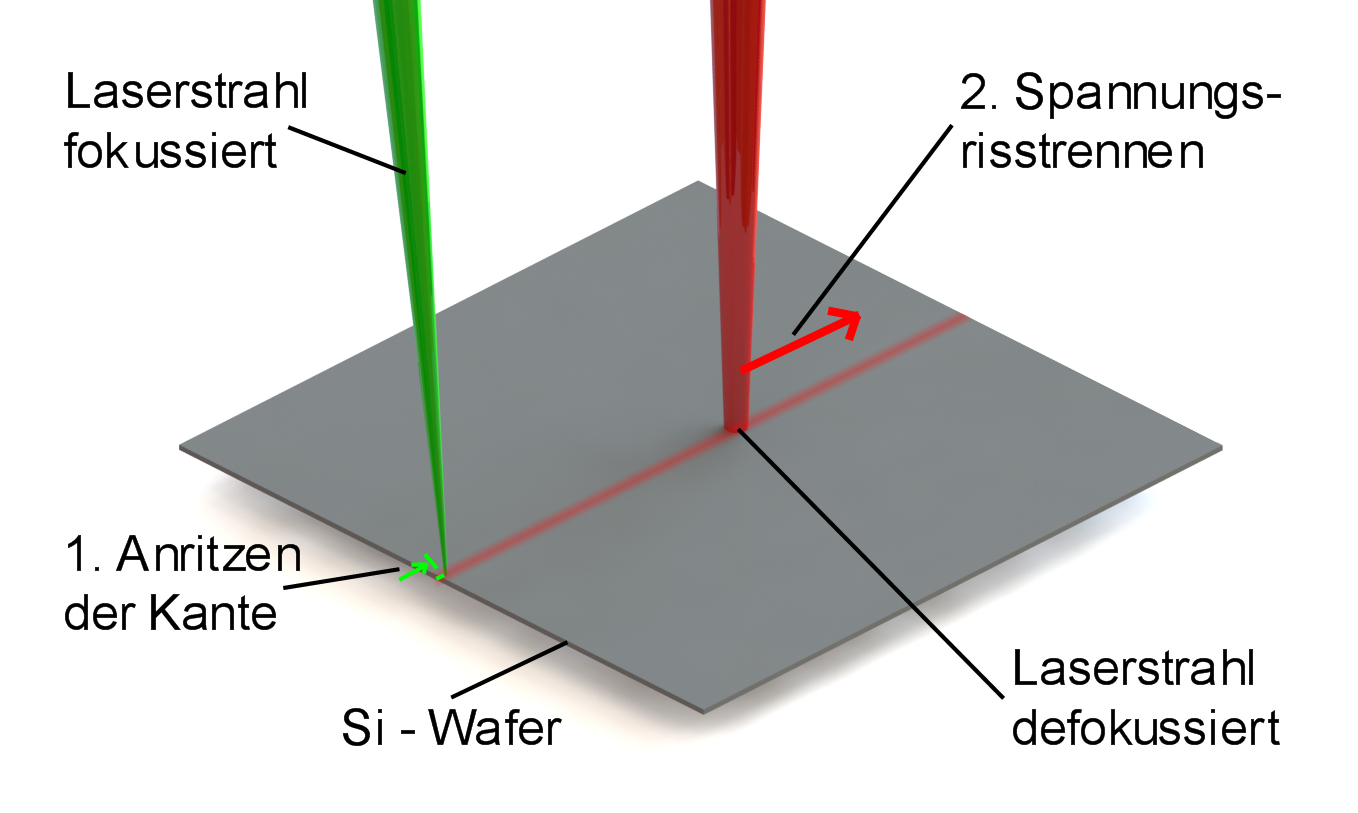
Verfahrensprinzip des abtragfreien Trennens.


Abtragfrei getrennte monokristalline Siliziumstreifen.
Durch abtragfreies Trennen erzeugte Wellengeometrie an monokristallinem Silizium.
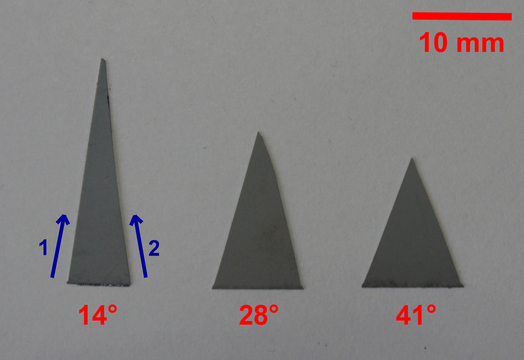
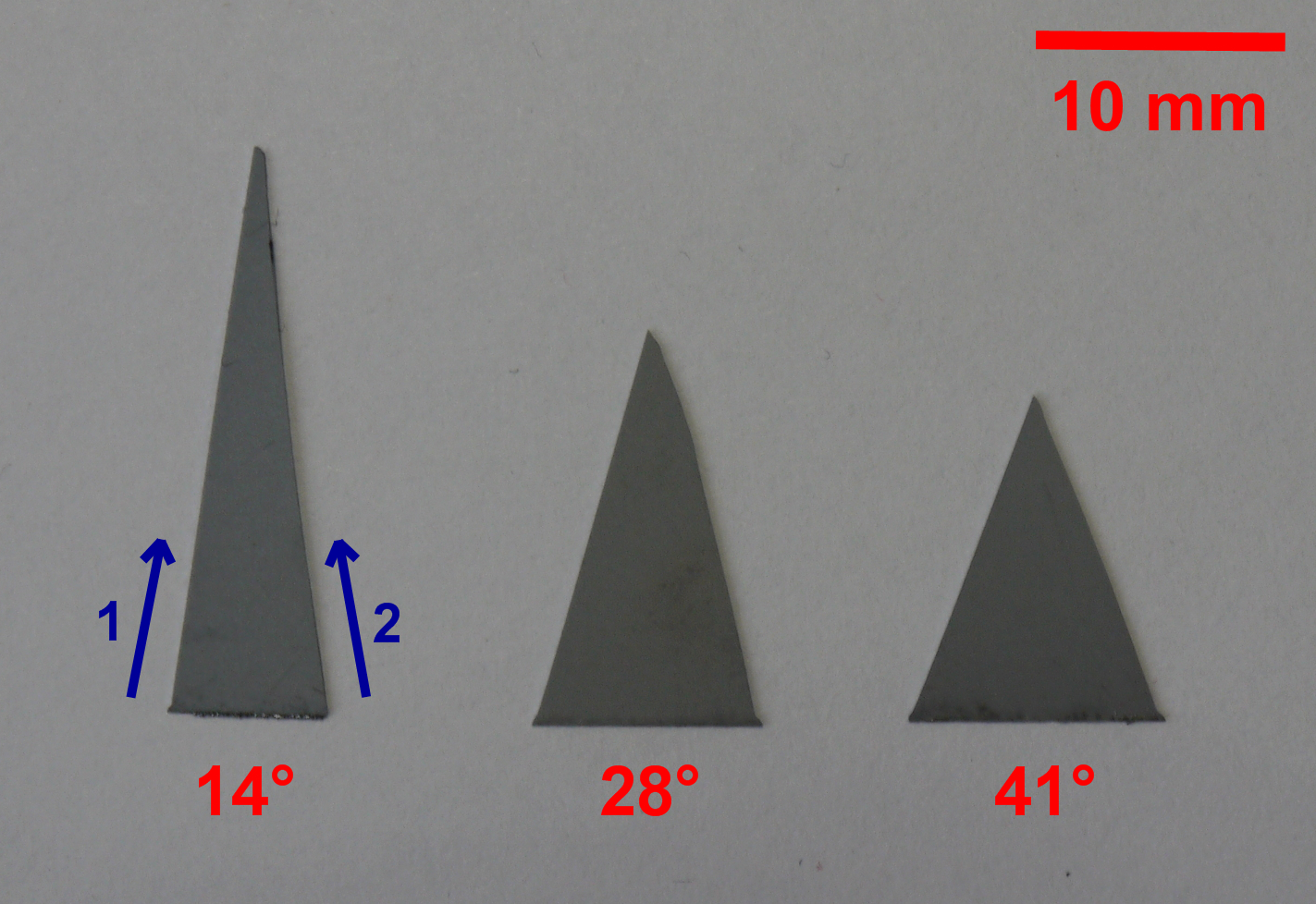
Studie zum Winkeleinfluss beim abtragfreien Trennen von Silizium.
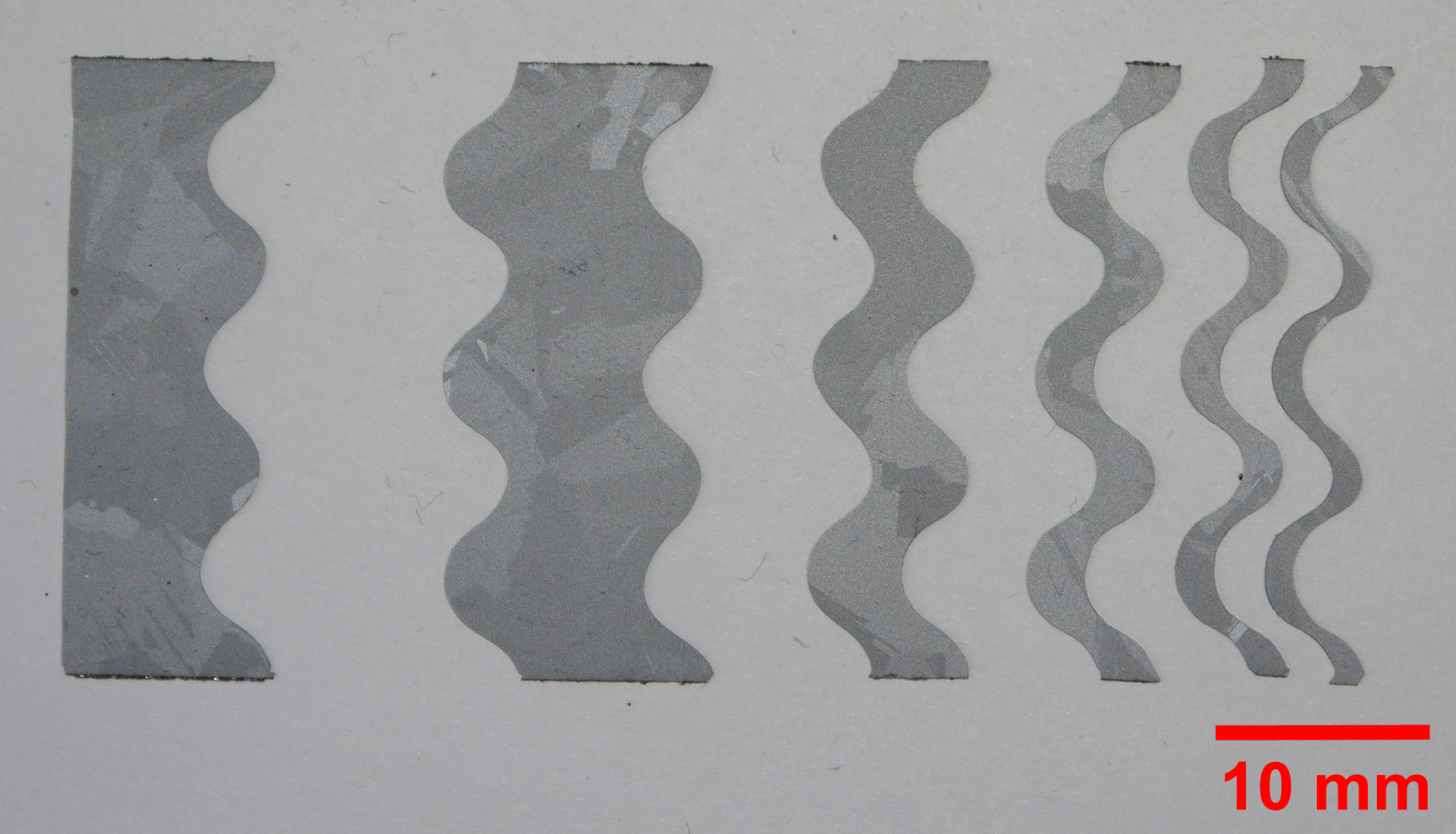
Durch abtragfreies Trennen erzeugte Wellengeometrie an polykristallinem Silizium.

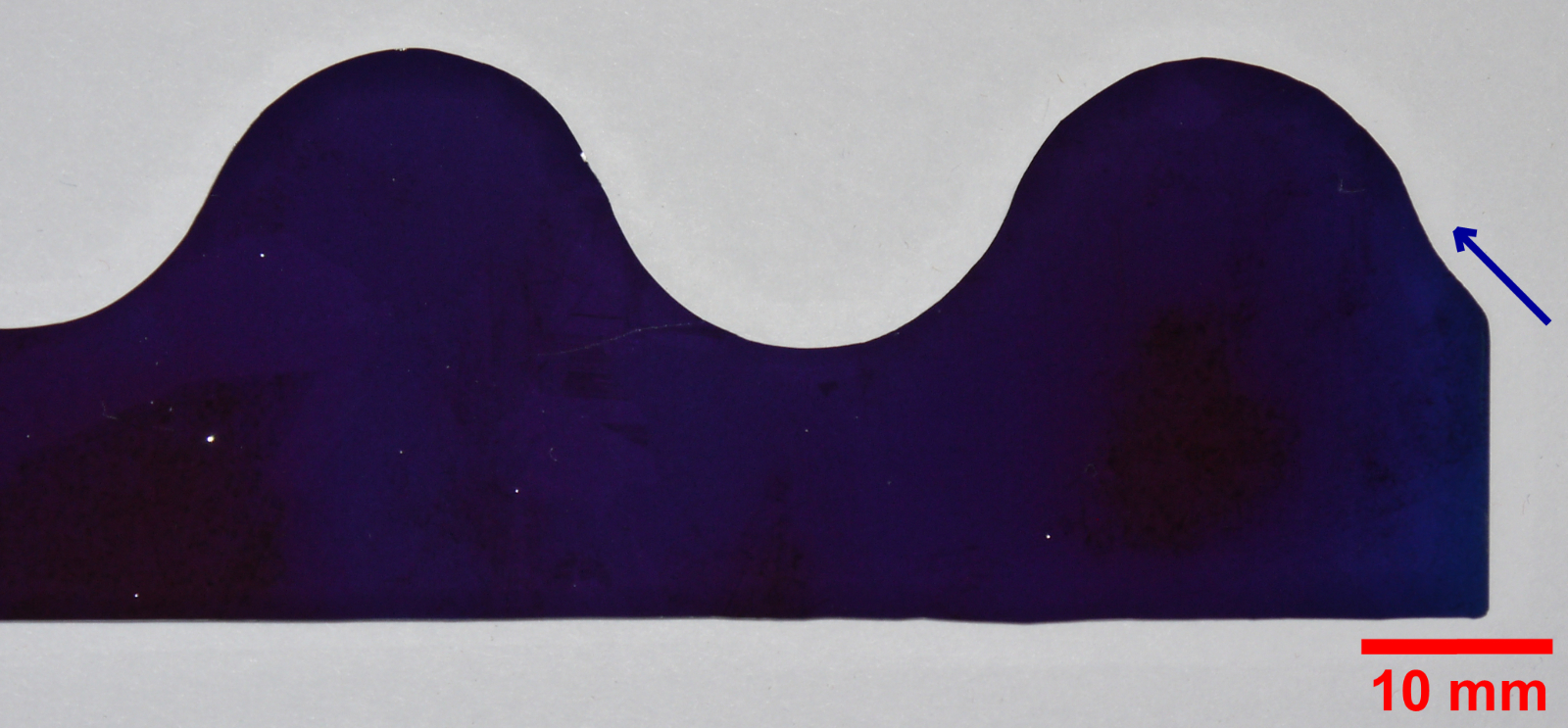
Durch abtragfreies Trennen erzeugte Wellengeometrie an polykristallinem Siliziumwafer.
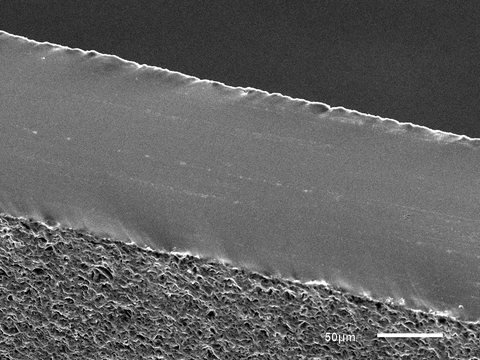
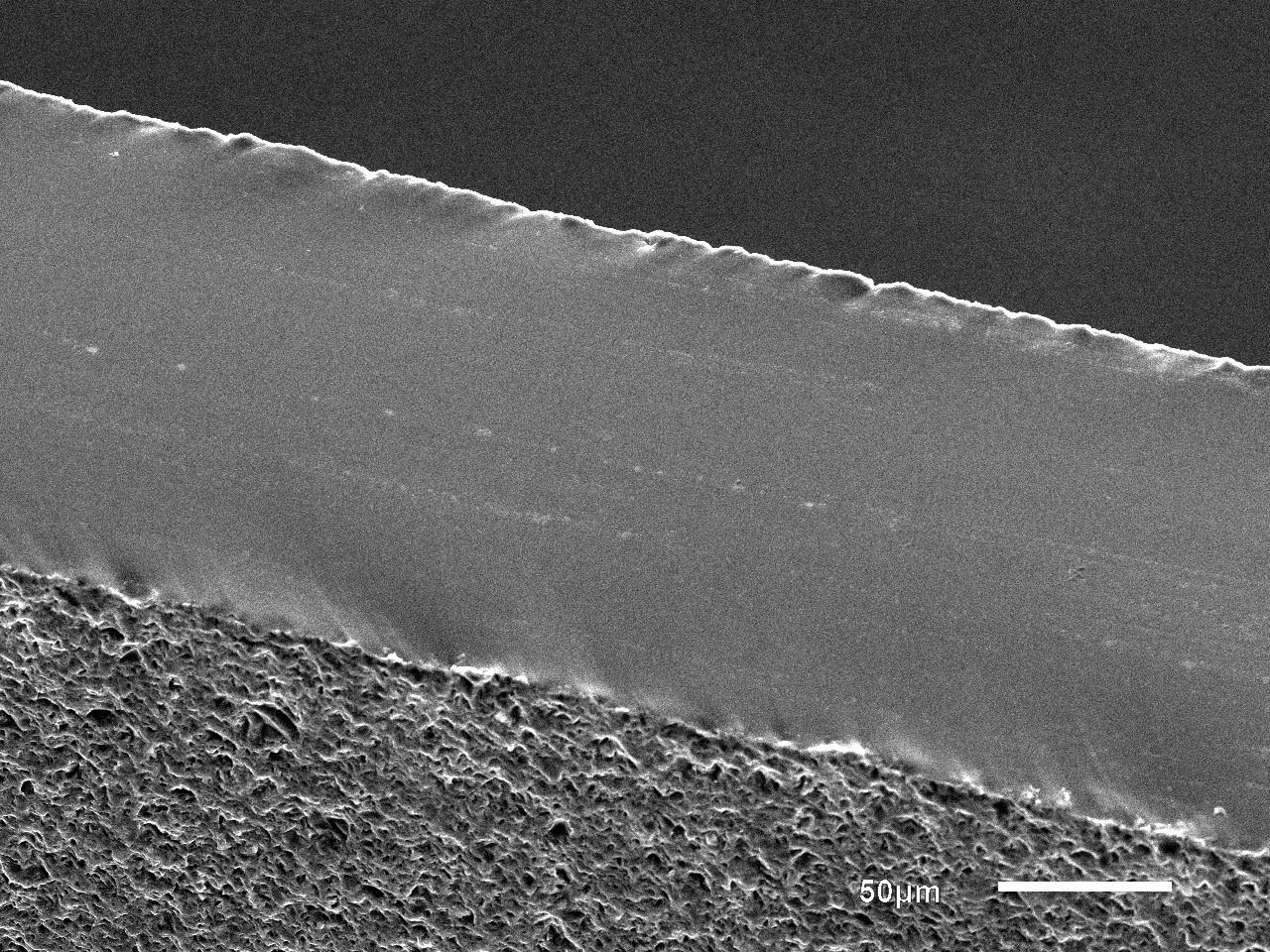
Schnittkante eines durch abtragfreies Trennen bearbeiteten monokristallinen Siliziumwafers.
Laserbearbeitung (Makro)
Unser Video-Portal

Hochrate - Laserreinigen von Oberflächen mit Polygonscanner
YouTube Video
Mit dem Abspielen des Videos erklären Sie sich mit unseren Datenschutzbestimmungen einverstanden. Wenn Sie das Video abspielen, werden Daten an den jeweiligen Anbieter übertragen.
Hochrate Laserglätten von Metalloberflächen
YouTube Video
Mit dem Abspielen des Videos erklären Sie sich mit unseren Datenschutzbestimmungen einverstanden. Wenn Sie das Video abspielen, werden Daten an den jeweiligen Anbieter übertragen.
Lasermaterialbearbeitung mit synchronisierten Polygonscannern
YouTube Video
Mit dem Abspielen des Videos erklären Sie sich mit unseren Datenschutzbestimmungen einverstanden. Wenn Sie das Video abspielen, werden Daten an den jeweiligen Anbieter übertragen.
Remote - Laserschneiden einer Statorgeometrie
YouTube Video
Mit dem Abspielen des Videos erklären Sie sich mit unseren Datenschutzbestimmungen einverstanden. Wenn Sie das Video abspielen, werden Daten an den jeweiligen Anbieter übertragen.
Spannungsrisstrennen von mono- und polykristallinem Silizium
YouTube Video
Mit dem Abspielen des Videos erklären Sie sich mit unseren Datenschutzbestimmungen einverstanden. Wenn Sie das Video abspielen, werden Daten an den jeweiligen Anbieter übertragen.
Remote Laserschneiden und Laserritzen von Aluminiumoxidkeramik
YouTube Video
Mit dem Abspielen des Videos erklären Sie sich mit unseren Datenschutzbestimmungen einverstanden. Wenn Sie das Video abspielen, werden Daten an den jeweiligen Anbieter übertragen.
Schweißen von Keramik
YouTube Video
Mit dem Abspielen des Videos erklären Sie sich mit unseren Datenschutzbestimmungen einverstanden. Wenn Sie das Video abspielen, werden Daten an den jeweiligen Anbieter übertragen.